


Drives with local intelligence
There is an increasing focus on simplifying the flow of materials and goods, with the objective of achieving uninterrupted flow with long service life and economical operation of conveyor systems. Nearly every sector is affected; luggage and parcels need to be moved along roller conveyors and routed or sorted over diverts just as reliably as containers with small parts or entire pallets. Smart, compact and powerful electric drives with integrated control electronics open up new and interesting possibilities here. They can be installed easily and require little space, making complex pneumatic solutions at diverts or on lifting units unnecessary.
Availability, speed, flexibility, and often compactness as well, are among the most important requirements for systems for the in-house movement of materials. The solutions typically employed to date reach their limits here. They require many different components, space usually cannot be optimally utilized, reaction times often leave something to be desired, and the solutions are scalable only under limited circumstances. Two examples – a sorting system and a roller conveyor for pallets – illustrate the potential for improvement in new systems, upgrades or expansions powered by compact electric drives with integrated control electronics.
Efficient sorting and diverting
The rollers on a sorting gate or a cross belt sorter (Fig. 1) have thus far been driven via a transmission, toothed belt and cam by an AC motor controlled by a variable frequency drive, with a pneumatic cylinder operating the divert. Two sensors are needed for the pneumatic system’s end position detection. In addition, there are the pneumatics controller and the relatively expensive compressed air supply.
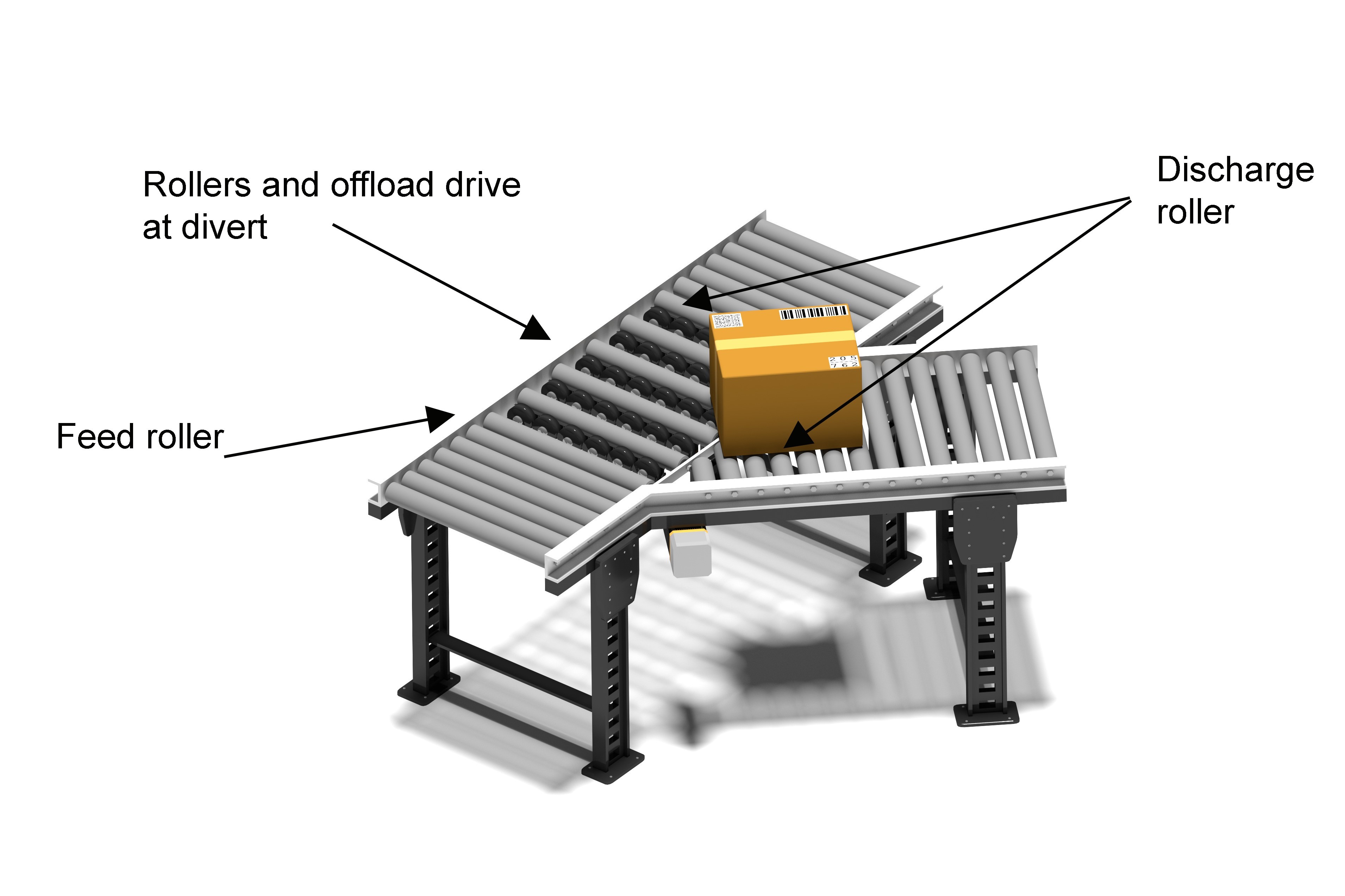
Figure 1: In a sorting gate or a crossbelt sorter, the intelligent roller drive is installed right in the feed rollers and there is room in the frame for the compact divert drive. (Photo | nullplus/Adobe Stock)
With compact and intelligent electric drives, this automation problem can now be solved much more elegantly, with fewer components and without compressed air. The roller drive is installed right in the feed rollers and there is room in the frame for the compact divert drive. Better use is thus made of the available space since there are practically no protrusions. The belts can be positioned closer together horizontally or vertically or positioned close to the floor.
Installation is also simplified, in particular because no compressed air lines need to be mounted and no mechanical force transfer elements such as toothed belts are needed. In addition, only one sensor is needed for position detection at the divert and, if necessary, a single drive can shift the divert in two directions.
The classical arrangement needs a second pneumatic cylinder for this, also with two sensors for end position detection. So for two-way diverts, it is even possible to dispense with three sensors. This is also of interest for refits because the EC drive can, with appropriate parameterization, act as a pneumatic lift cylinder and is thus backward compatible.
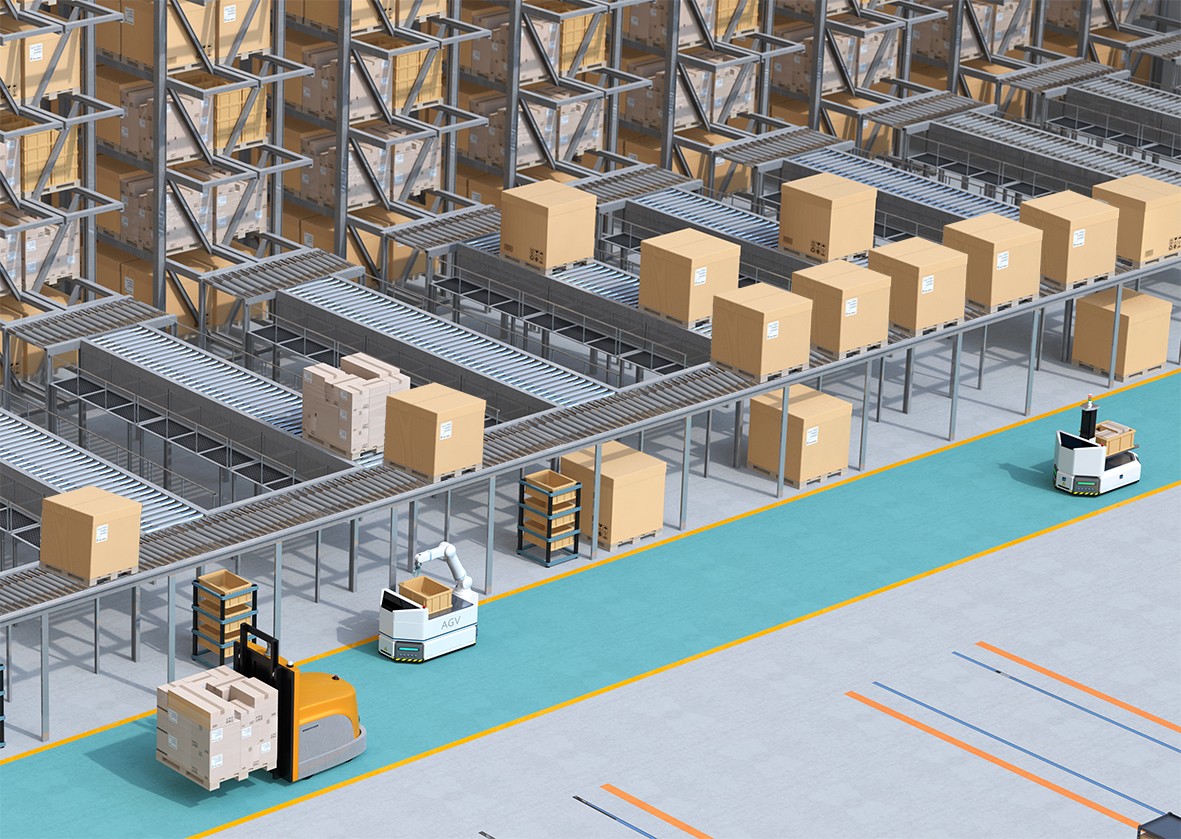
Figure 2: Intelligent drives are also used in classical pallet conveyor systems – with fewer components and without compressed air. (Photo | chesky/Adobe Stock)
Pallet transport without higher-level control system
A rethink is also worthwhile for classical pallet conveyor systems (Fig. 2). If intelligent drives – drives that communicate directly among themselves – are added to the individual segments, a higher-level control system is no longer needed for pressure-free transport (Fig. 3). The sensor signal for determining the pallet’s position is read directly into the compact drive; here, too, the drives can be installed in the rollers and there are no protrusions and the number of required components is reduced. Instead of a higher-level control system and a variable frequency drive, AC motor and sensor, only an intelligent compact drive with sensor is needed for each segment.Figure 3: The intelligent drives in the individual segments communicate directly among themselves and ensure pressure-free transport of the pallets.
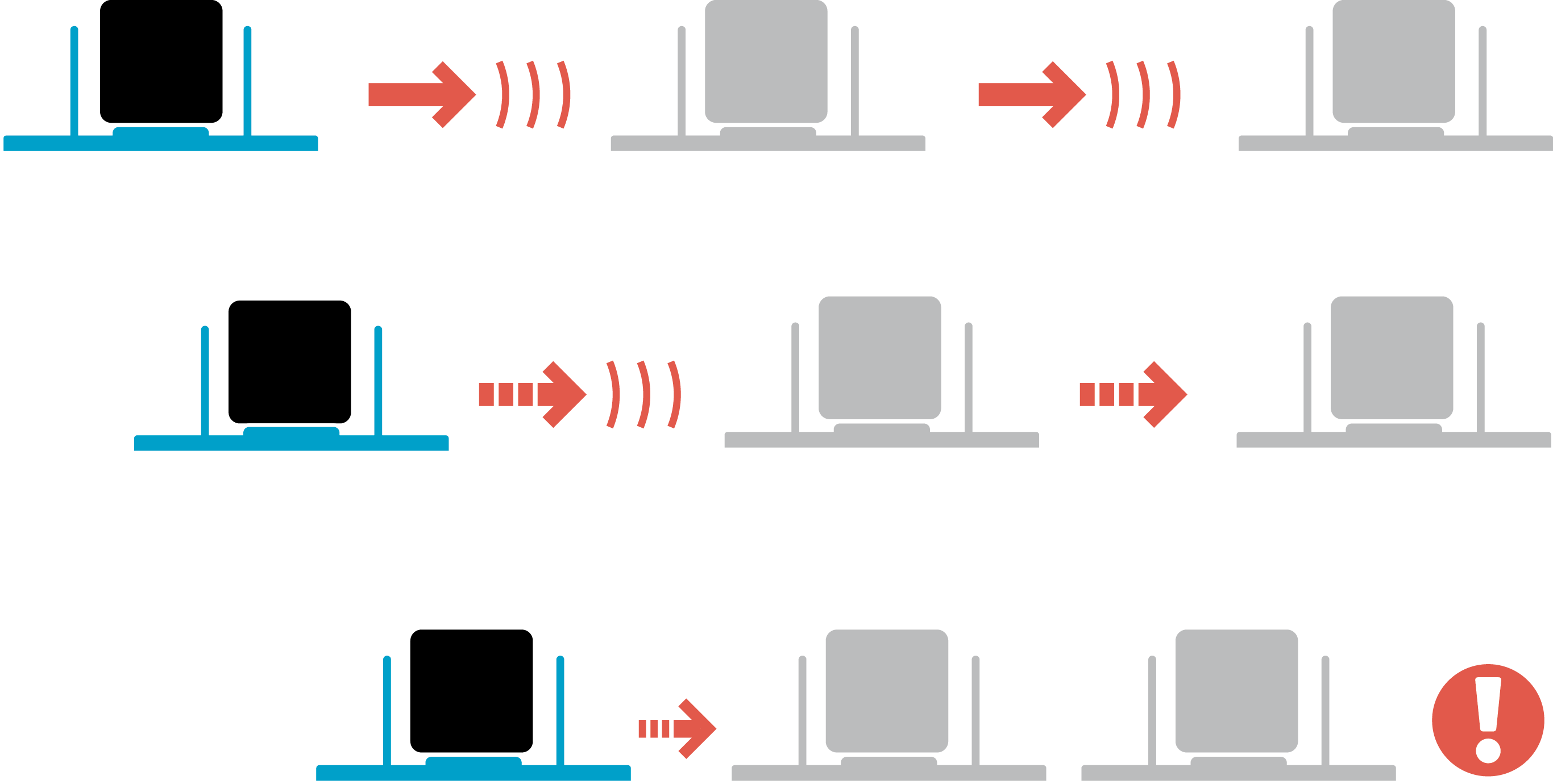
Figure 3: The intelligent drives in the individual segments communicate directly among themselves and ensure pressure-free transport of the pallets.
Integrated electronics for motors from the modular drive system
The compact EC drives from drive specialist ebm-papst owe their intelligence to their integrated K4 control electronics, which include a compact, power output stage and can run the motor down to standstill using a field-oriented closed-loop control module. The K4 control electronics make it possible to tailor a drive to an application’s requirements. Three main operating modes are possible, with the motor working in speed, positioning or torque mode. The fully integrated control electronics also provide several analog and digital inputs and outputs, which can be configured via an RS485 interface. The drive’s functionality during operation can also be controlled by monitoring numerous quantities such as voltage, current, speed, temperature, etc.
Depending on application requirements, the powerful control electronics can be integrated in various external or internal rotor EC motors. The different series are designed as modular systems so that an appropriate solution can be found for every requirement. Output power reaches 120 watts for the electronically commutated VARIODRIVE Compact external rotor motors (Fig. 4) and 750 watts for the ECI series of internal rotor motors (Fig. 5), making trouble-free transport possible even for very heavy pallets.
The drive systems can be quickly and flexibly adapted to the specific task at hand thanks to their modular design. In other words, they can be combined with transmissions, encoders and brakes as needed. Several thousand variants are possible in all, with designated preferred types ready to ship within 48 hours.
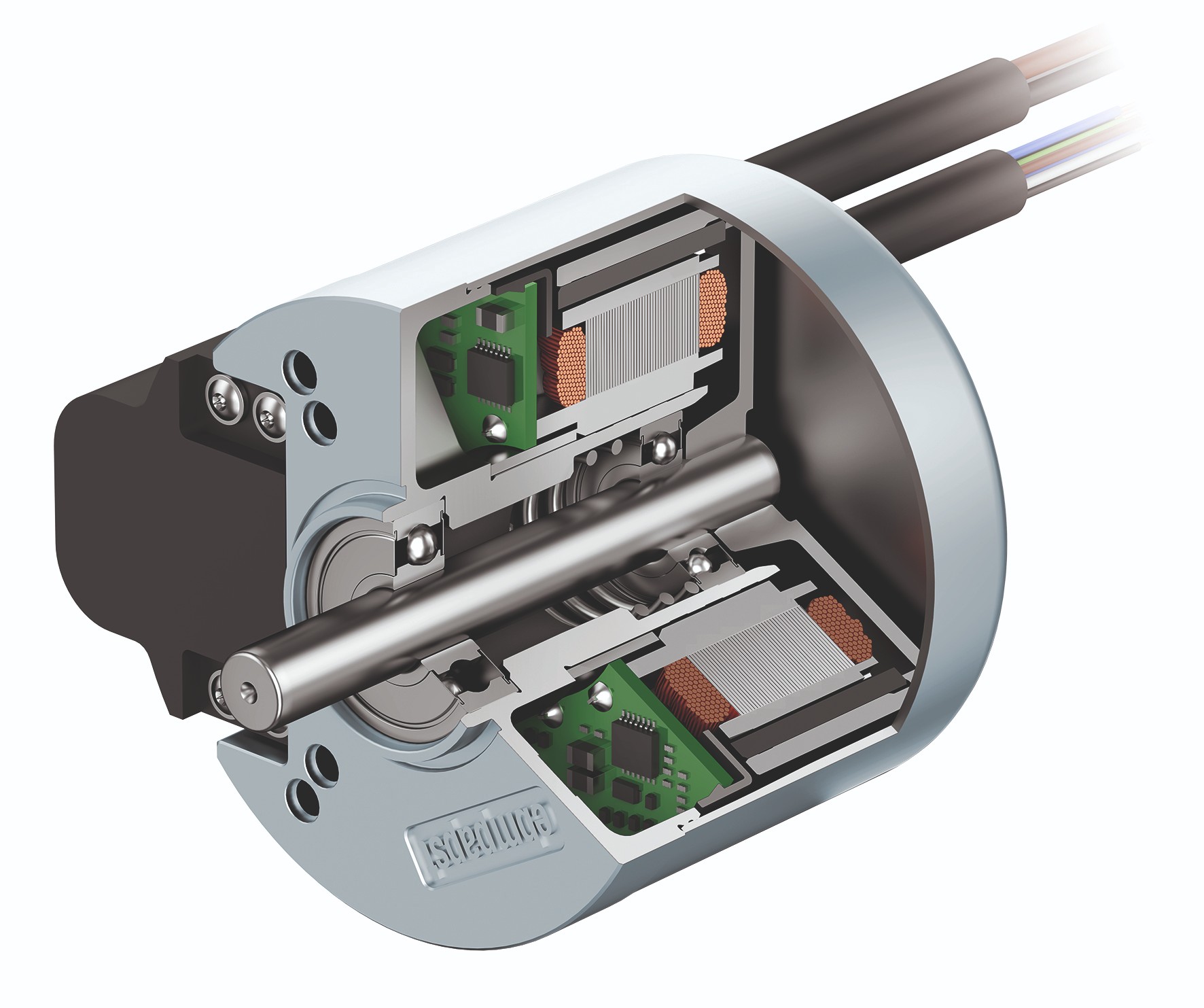
Figure 4: The intelligent drives in the individual segments communicate directly among themselves and ensure pressure-free transport of the pallets.
The motors also impress with their length. The active components (wound stator and rotor equipped with magnets) of the internal rotor motors, for example, are just 20, 40 or – in the most powerful variant – 60 mm long, meaning they can be easily accommodated in the limited space available in the rollers and system frames. Various transmission modules are available to raise the output torque to the level required by an application.
Alongside planetary and spur gears, space-saving EtaCrown crown gearheads based on innovative crown-gear technology can also be supplied, for example. If the application in question demands holding or safety brakes, such as for safely maintaining the position of lifting equipment in the event of a power supply failure, modules with permanent-magnet or spring-operated brakes can be added to the drive unit. Redundant encoder systems are possible for safety-relevant applications.
The drive systems fulfill the requirements of protection class IP54 while also offering flexible means of electrical connection. These include industry-standard connectors, in which the radial angled plug with bayonet connector can rotate and engages automatically. An axial plug is available for space-critical applications; as an alternative, a preassembled cable connection is also possible.
